Feasibility Report
On Conveyor Belt
A conveyor belt is a moving system that carries and transports items from one place to another. It’s like a continuous moving path, commonly used in factories and airports for efficient handling.

Feasibility Report For Conveyor belt .
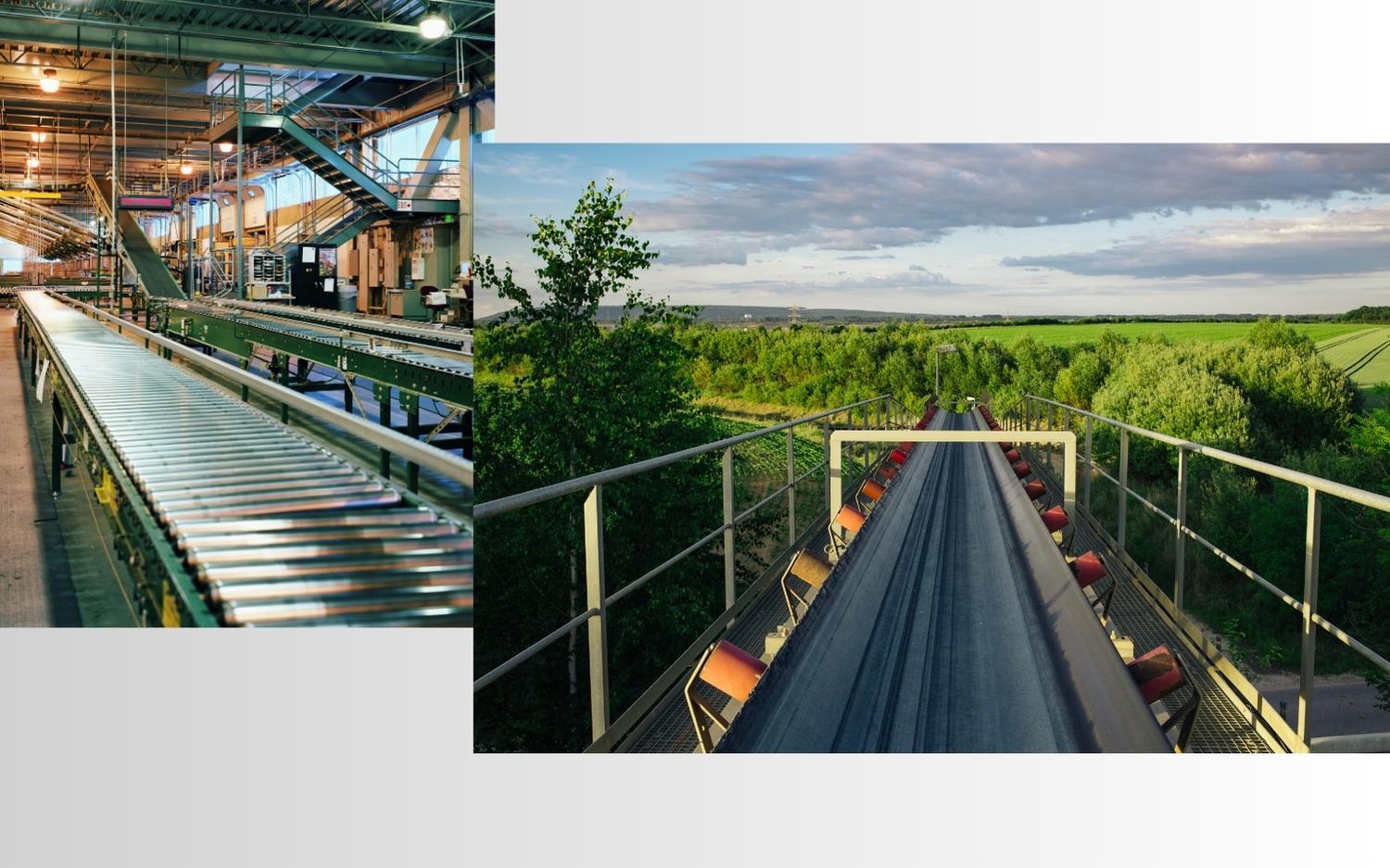
Conveyor belts are essential mechanical systems widely used in industries to transport materials, goods, and products efficiently from one location to another. These systems play a crucial role in improving productivity, reducing manual labour, and increasing operational efficiency in modern industrial operations. Conveyor belt systems are commonly used in industries such as automobile manufacturing, mining, food processing, logistics, electronics, packaging, textiles, and warehouses.
A conveyor belt system consists of a continuous moving belt supported by rollers and driven by a motorized pulley system. The belt moves in a loop around the pulleys, allowing materials to be transported smoothly and continuously. This system enables industries to move large volumes of goods quickly and safely, reducing the time and labour required for manual transportation.
Conveyor belts are particularly important in factory assembly lines, where products move through different stages of production. They help streamline manufacturing processes by allowing components and finished goods to move automatically between different workstations. Retail businesses also use conveyor belts at checkout counters to move items efficiently during billing.
Conveyor belts are designed to transport a wide range of materials including packaged goods, bulk materials, heavy industrial components, and potentially hazardous items. Industries such as mining use conveyor belts to transport materials like coal, gravel, ores, salt, and minerals from extraction sites to processing units.
The basic structure of a belt conveyor includes rollers, a motor, pulleys, and the conveyor belt itself. The motor powers the pulley system, which rotates the belt continuously. The system can be adjusted to run forward, reverse, or at varying speeds depending on operational requirements.
Feasibility Report Sample On Conveyor Belt

Market Strategy of Conveyor Belt
The global conveyor belt market has been growing steadily due to increasing industrial automation and infrastructure development. In 2022, the conveyor belt market was valued at approximately USD 503.1 million, and it is projected to reach USD 709.6 million by 2028, growing at a compound annual growth rate (CAGR) of about 5.6% between 2023 and 2028.
One of the major factors driving the growth of the conveyor belt industry is rapid industrialization and infrastructure development, especially in developing countries such as India. The expansion of manufacturing industries, mining activities, and logistics networks has significantly increased the demand for efficient material handling systems.
The mining industry remains one of the largest users of conveyor belts. These systems are used to transport raw materials such as ores, minerals, coal, and aggregates from mining sites to processing plants. Conveyor belts help reduce transportation costs and improve operational efficiency in mining operations.


Technological advancements are also contributing to the growth of the conveyor belt market. Manufacturers are introducing textile-reinforced belts and steel-cord-reinforced conveyor belts, which offer higher durability, strength, and performance for heavy industrial applications.
Another important trend in the conveyor belt industry is the integration of Industrial Internet of Things (IIoT) technologies. Modern conveyor systems can be connected to digital monitoring systems that track performance, detect faults, and improve operational efficiency. These smart conveyor systems help industries reduce downtime and optimize production processes.
FAQ – Conveyor Belt Manufacturing
A conveyor belt system is a mechanical device used to transport materials, products, or goods from one location to another. It uses a continuous moving belt powered by motors and pulleys, enabling efficient and automated material handling in industries.
Conveyor belts are widely used in industries such as mining, manufacturing, food processing, packaging, logistics, airports, retail stores, and warehouses. They help transport materials, packages, and bulk products efficiently across different production stages.
Conveyor belts are typically manufactured using rubber, PVC, polyurethane, steel cords, textile fabrics, and plastic modular materials. The choice of material depends on the application, load capacity, environmental conditions, and durability requirements.
Conveyor belts improve production efficiency by enabling continuous material movement, reducing manual labor, minimizing handling errors, and speeding up manufacturing processes. They are essential for modern automated production systems and industrial assembly lines.
Conveyor belt manufacturing can be profitable due to growing demand from industries such as mining, logistics, manufacturing, and food processing. Increasing industrial automation and infrastructure development continue to drive demand for conveyor belt systems.
Common types of conveyor belts include flat belt conveyors, modular plastic belts, roller conveyors, wire mesh belts, steel cord belts, and food-grade conveyor belts. Each type is designed for specific industrial applications and material handling needs.
Key factors include industrial automation, infrastructure development, mining expansion, logistics growth, and technological advancements such as IoT-enabled conveyor systems that improve operational efficiency and system monitoring.
The conveyor belt industry is expected to grow steadily as industries adopt automation, smart manufacturing, and advanced material handling technologies. Innovations in durable materials and connected systems will further improve performance and efficiency.